我们是循环水电化学原创厂家,拥有原创水处理钛氧化镍电极核心技术和先进的除垢系统集成设计能力,是联合国/世界银行认可的能改变市场游戏规则的行业领导者,世界循环水电化学龙头企业,全球超过1万套循环水系统在运行。
钛氧化镍电化学EST理论依据:按照前沿的电化学技术理论进行设计,不遵守传统的“法拉第定律”理论,违反传统的“电解原理”,是“反科学”的
一、世界循环水电化学发展分水岭
世界循环水电化学发展史,就是艾格锡循环水电化学发展史。
1978-2000年,采用钛钌电极及其它电极技术,由于不满足循环水电化学 技术要求而被淘汰26年;2000年,发明了水处理专用电极材料钛氧化镍(TiNiO),技术走向成熟,进军全球市场
二、我国电化学技术现状
我国不掌握循环水电化学核心技术,处于“电解除垢”阶段,和世界先进水平,至少有30年技术代差,不仅仅表现在核心电极材料没有突破,对先进的电化学除垢理论不掌握、不了解、不理解。
1)技术理论停留在法拉第电解除垢阶段,难以满足工业化成功能力要求
2)我国未能在核心电极材料、先进的除垢设备工艺设计能力方面实现突破,整体处于或差于艾格锡2000年之前的发展阶段,技术差距巨大;
3)对电极材料和水中杂质关系研究方面,处于缓慢发展阶段
4)电极材料以钛钌铱为主,也有钌铱涂层掺杂电极,是艾格锡早已淘汰26年的技术路线
5)设备结构设计以箱体式为主,也有圆柱体结构
6)阴极pH 10-11,和EST阴极pH>13差距大,OH-浓度相差1000倍,析垢能力差距巨大,难以通过增加数量弥补除垢技术能力的不足的差距
7)阴极析垢:只有45g/m2.h,和EST相差10倍,增加至10倍的设备数量,成本太高
8)设备进出水钙硬度去除值测不出,或者很低,无法满足除垢工业化需求
9)循环水除垢率不足10%,客户感觉“不明显”
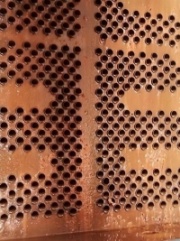
10)垢泥大量产生,应该是严厉禁止的,祸害无穷,无机絮状物垢难以和水分离,水质恶化,进入换热器导致结垢,无机垢大量在管道沉积,存在垢下腐蚀风险
11)阳极面积过大、电流过大,导致一系列后果出现,比如点腐蚀泄露
12)无腐蚀控制能力,经常点腐蚀超标,使用的缓蚀剂可能应该了腐蚀的程度
13)水中次氯酸根浓度无法控制,过低的氯离子浓度造成杀菌能力不足,过高的氯离子浓度会造成次氯酸根超标,点腐蚀严重
14)设计违背“矿物质平衡”,水质不稳定,仅仅考虑除垢,不考虑腐蚀控制
15)电化学技术风险:经常有客户反馈循环水系统点腐蚀严重、泄露,不掌握电化学技术,会破坏循环水系统
三、电化学EST八大技术优势
1、电极材料是核心:电催化氧化电极,电极电流密度500A/m2,阳极不会结垢、腐蚀、钝化,免维护
2、功能电极、技术全面:产生大量自由基和臭氧(警惕虚假宣传:钛钌铱电极测不出臭氧),用于腐蚀控制、菌藻和黏泥控制,产生的大量自由基使得有机物不会在阳极表面附着,避免电极被破坏
3、去除结垢性因子设计工艺:先进的“小阴极-大阳极”除垢工艺,阴极pH>13运行,能稳定去除“结垢性因子”(导致换热器结垢的具有结垢倾向的硬度),非“水质软化设备”
这种工艺设计,设备进出水钙硬度去除值10-50mg/L(客户可自测)
设计要求:循环水除垢率30-60%(循环水钙硬度下降同等比例),避免产生过量的氧气、氯气(增加水的腐蚀性)
4、副反应抑制:阳极面积是其它设备的几十分之一,这是副反应控制必要的设计工艺
设计上抑制过量产生腐蚀性氧气、氯气、次氯酸根而导致水的腐蚀性增强
5、杀菌技术升级:臭氧和次氯酸根联合杀菌技术,细菌杀灭率99%,臭氧压制管道和换热器细菌滋生,即使在30倍浓缩运行,也不会有黏泥滋生
6、腐蚀控制:抛弃了“化学清洗、预膜、投加缓蚀剂”腐蚀控制工艺,采用了“臭氧+过程成膜+自清洁”腐蚀控制技术
7、过程控制:采用了“恒电流水质稳定控制技术”(恒电流=除垢稳定=水质稳定)
8、可物质平衡控制技术:设计和运行,均遵守“矿物质平衡”,保持过程控制、水质稳定
技术指标差距:和其它电化学相比较,在电流密度、阴极OH-浓度、阳极H+浓度、阳极面积、阴极面积、能耗、电极寿命及更换成本、副产物控制(氧气、氯气和垢泥)、运行控制技术等方面,存在几十倍甚至上千倍的差距,完全不在一个层面的技术,没有可比性。
四、不同电化学技术参数对比(电化学招标)
我司和钠尔科一样,为客户提供高品质技术和服务,以下数据显示了不同电化学之间巨大的差异:

五、电化学进出水钙硬度去除值、循环水除垢率、超过浓缩倍数和中水零排放解决方案
1、设备进出水钙硬度去除值
“设备进出水钙硬度去除值”大小,代表产品质量、技术性能,是出厂产品合格的基本要求,是表征电化学除垢技术能力的核心指标,是采购的标的。
去除值=进水钙硬度-出水钙硬度,mg/L或g/m3
【友情提醒】市场上绝大多数设备“去除值”很低,或者测不出,厂家不敢提供该参数。
2、循环水除垢率
设计要求:循环水电化学除垢率,是有设计要求的
保持浓缩倍数不变的情况下,电化学技术下,“循环水钙硬度/运行前钙硬度”的百分比,比如,实际钙硬度500mg/L,处理前1000mg/L,则除垢率为50%
3、矿物质平衡、浓缩倍数和减排 案例分析
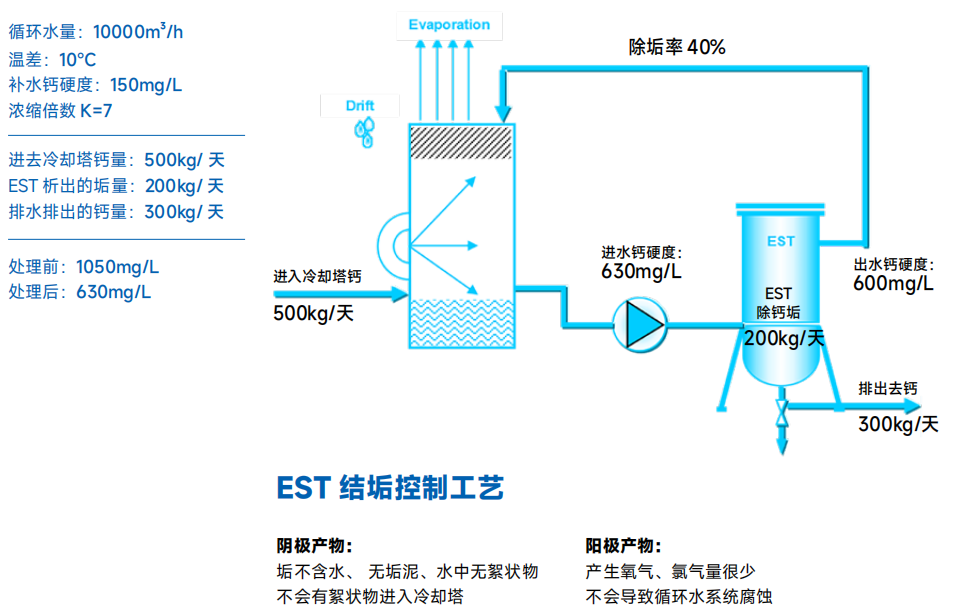
以下案例表明,EST的进出水钙硬度去除值为30mg/L,循环水除垢率40%,进入冷却塔的钙为500kg/天,EST除垢200kg/天(国内外电化学区别所在)。
采购价格,和设备进出水钙硬度去除值、设备台数有关。
下图:进入冷却塔500kg/天=EST除垢200kg/天(干垢)+排水300kg/天钙
如果垢含水率75%,则需要除垢800kg湿垢
设备进出水钙硬度去除30mg/L,循环水除垢率40%
其它电化学设备,进出水钙硬度下降值只有4mg/L,如果配置设备数量相同,则循环水除垢率只有5.3%,除垢26.5kg/天(含水率75%的垢106kg/天),价格便宜吗?
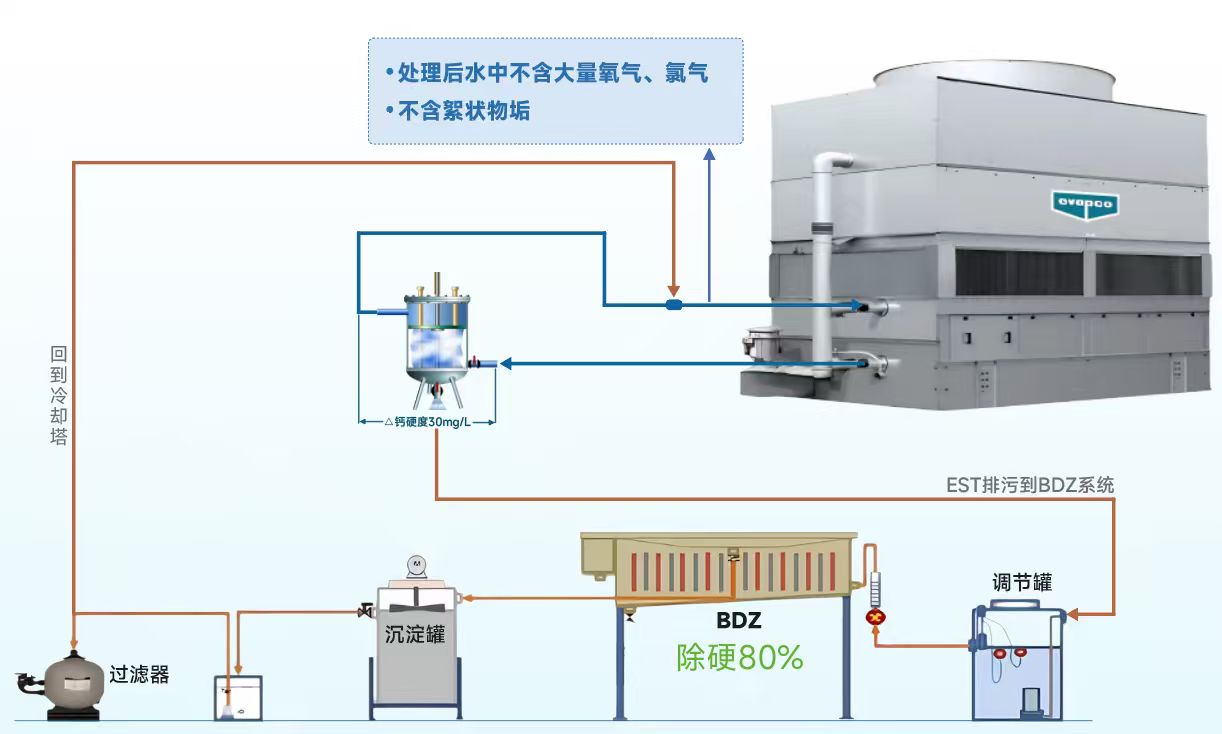
4、循环水近零排放
采用EST减少排水50-80%后,再采用电化学BDZ除硬设备,去除硬度80%后回用。
说明:当氯离子含量比较高时,用RO膜浓缩后蒸发除盐,去除氯离子。
处理后的水质要求:不能有絮状垢进入冷却塔,水中溶解氧、余氯严格受控,避免对循环水系统造成点腐蚀破坏
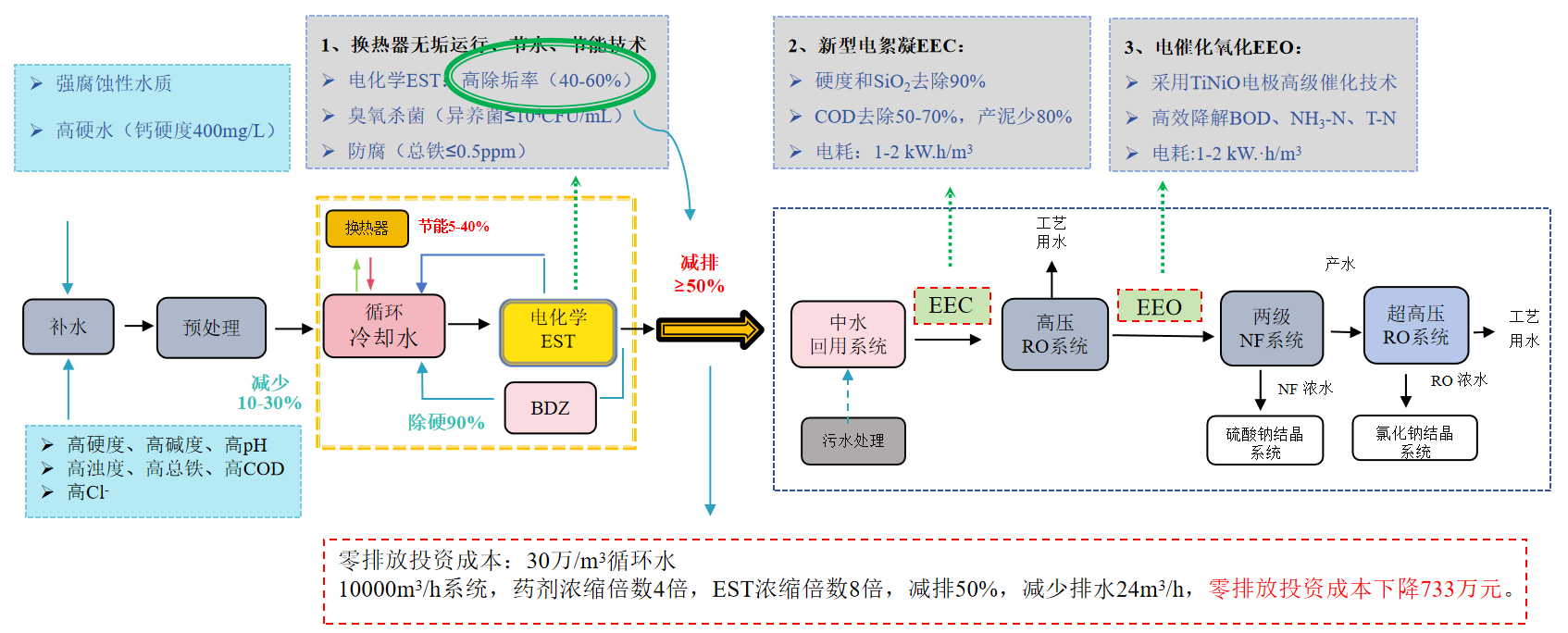
5、循环水、中水零排放电化学解决方案
A. 循环水电化学EST在除垢率30-60%的前提下,实现减排50-80%
B. 中水处理水量减少,整体降低了中水处理成本
C. 电絮凝EEC去除COD、硬度、硅、重金属、悬浮物、TDS、P、氟离子、硫酸盐
D. 电催化氧化EEO,用于降解难降解有机物和NH3-N
E. 蒸发结晶:不再结垢,能耗下降,蒸发量也减少了
六、国际权威机构背书和国家部委、地方政府认可
1、联合国世界银行IFC推荐的成熟可靠的循环水电化学
为了实现联合国2030年碳减排目标,为了让客户放心采购,联合国委托世界银行IFC全球帅选绿色节能技术,入围者必须是“能改变市场游戏规则”“行业领导者”,艾格锡是唯一入选的循环水电化学企业。
世界银行IFC组织专家团队,在拉丁美洲、印度等多个地方的循环水系统,自2021年开始,历时2年,对EST技术进行验证,证明是免药剂、除垢防腐杀菌、技术安全可靠、节水减排,并授予了“气候智能型节能冷却技术”资格证书,世界银行提供信贷,支持EST在全球推广应用。

尖端的可持续冷却创新技术将在拉丁美洲进行验证: https://techemerge.org/news/cutting-edge-sustainable-cooling-innovations-to-be-piloted-in-latin-america/
在已经结垢的冷却器进行EST测试,趋近稳定从8°C下降到3°C,历时4个月,证明了EST具有去除旧垢能力
证明技术是可靠、安全的,换热器不结垢、且可以去除旧垢,被纳入循环水“碳减排技术”
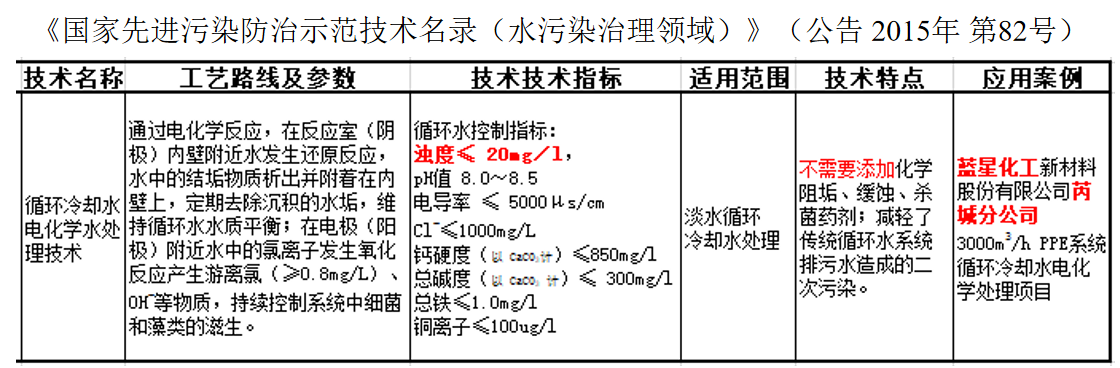
2、2015年,生态环境部把蓝星化工循环水电化学项目,纳入电化学示范项目
3、2025年,EST入选《上海市节水技术产品推广目录(第二批)》,是唯一入选的循环水电化学产品

七、EST工作原理
1、电解反应
钛氧化镍电化学EST,不遵守法拉第定律,是在前沿电化学技术理论下进行的设计,是“反常识的”,超越了课本的电化学知识,目前全球范围无法模仿、仿制。
电化学技术构成=水中杂质分析+阳极材料选择+结构设计+运行控制
水中杂质:氟离子、铁离子、氯离子、电导率、有机物、有机酸、浊度等均会腐蚀、破坏电极,钛氧化镍电极是水处理电极,不受影响
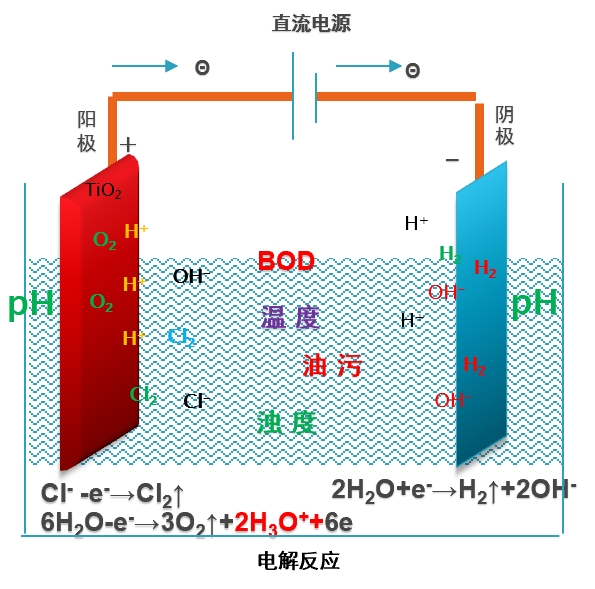
A. 阳极反应:
1)主反应-析氧反应:
H2O= O2 + H+
循环水电解反应,是析氧反应为主的电解环境,氧气会腐蚀普通钛电极,导致电极钝化;
对于高硬度水质,高浓缩倍数运行条件,对电极的电流密度有严格的技术要求,否则阳极周围硬度高,容易结垢;
阳极反应剧烈,快速产生H+,导致阳极界面pH强酸性环境,普通的钛电极会被腐蚀。
pH<2运行
钛氧化镍电极界面的【H+】和普通钛电极界面的【H+】比较,相差100倍
【副反应控制1】 EST阳极面积很小,无须担心过量氧气(腐蚀性副产物)产生导致水体腐蚀能力增加,腐蚀循环水系统;
2)次反应-析氯反应:
当氯离子浓度高时,EST的阳极面积很小,不会过量产生氯气、次氯酸根导致点腐蚀风险
Cl--e-=Cl2
3)特殊电极反应机理:
O2+O.=O3
该反应机理是钛氧化镍电极特有能力,现场可测,是我司独有技术,警防上当受骗
除了产生臭氧,钛氧化镍电极还是一种高级电催化氧化电极,产生大量自由基。
产生臭氧条件:主要由电极材料决定,并受电流密度、电压影响。
【友情提醒】用过电化学设备的循环水系统出现了换热器、管线泄露,可能和副产物有关,副产物必须加以控制。
B. 阴极反应:
创造了pH>13 (竞争产品pH 10)的超饱和析垢环境,[OH-]浓度是竞品浓度的1000倍,析垢速度很快
H2O+e=H2+OH- (OH-浓度越高,析垢越快,有利于松软的霰石快速析垢)
OH-+HCO3-=CO32-+H2O
Ca2++CO32-=CaCO3(干垢,不含水,非垢泥)
EST产生的垢是“干垢”,碳酸钙不含水,无需压滤机,直排或者过滤器简单过量即可。
竞品会产生垢泥:含水率高,需要压滤机,需要人工清理,垢泥和水难以分离,易进入换热器结垢
【副反应控制2】垢泥和析垢关系:去除水分后,析垢量很少,垢泥抑制垢的析出
阳极材料+阴极pH+结垢设计,直接决定了阴极析垢能力
EST析垢能力:450g/m2.h,和其它产品法拉第除垢:阴极析垢“<45g/m2.h”,相差10倍,两者的价格不会相差10倍,后者需要增加9倍是设备数量,除垢量才能持平,这是EST和传统除垢的分水岭,也是除垢效果不佳的原因。
【过大的电流导致除垢能力下降】H2剧烈产生,会导致析垢能力下降。
C. 恒电流控制技术
EST采用了先进的恒电流水质稳定控制技术,自适应水质波动。电流稳定运行,和循环水水质稳定密切相关。
竞品:采用恒电压、变电流控制模式,导致矿物质平衡破坏,水质不稳定
【友情提醒】设备电流并不能随意设定,过量的电流会导致循环水系统破坏,几个月、2-3年后,请查看您的循环水系统点腐蚀、管道泄露情况
D. 腐蚀控制
国内相关的电化学专家团队,对其它电化学追踪研究后给出的结论:腐蚀控制能力不是电化学的功能
但是,EST具有极好的腐蚀控制能力,世界银行IFC组织的专家团队,2021-2023年,历史2年,在拉丁美洲、印度多个循环水系统对EST进行了腐蚀控制验证,证明腐蚀控制技术先进。
1)EST在设计时,考虑了副反应产生的氧气、氯气、HCl、ClO-的腐蚀破坏问题,采用了小阳极设计,阳极面积很小,副产物很少,维持矿物质平衡稳定;
2)运行控制,也遵守矿物质平衡,通过矿物质平衡计算来设计控制指标,控制矿物质平衡;
3)EST产生的臭氧具有清理黏泥、保持管道清洁能力,迅速产生γ-Fe2O3钝化防腐膜,不锈钢挂片实验0.001mm/a,碳钢0.03mm/a,总铁<0.2mg/L。
F. 技术实力和见效时间
1) 无须化学清洗、预膜,采用了先进的“过程成膜”控制技术。
2) EST运行第一天,切断药剂投加,钙硬度、碱度、电导率快速下降,并在2周左右达到水质稳定。
3) 铁离子不会上升,而是快速下降。(世界很多高校、研究机构测过腐蚀速率,很低)
4) 浊度快速下降,2周后下降到很低水平,水质清澈。
5) 运行后1周,冷却塔填料、墙壁黏泥、垢大量脱落,并在不久消失。
6) 淘汰了落后的“钙+碱<1100mg/L”控制指标,采用了朗格利尔指数LSI作为控制指标,直接控制碳酸钙的饱和溶解度-结垢控制终极解决方案。
7)换热器酸洗可能性大幅度下降了,无垢、无黏泥运行。
8)在南方低硬度水质,实现了30倍浓缩运行,而总铁、浊度控制极低,无黏泥滋生。
9)减少排水量50%以上-在换热器不结垢情况下实现。
八、EST技术优势与除垢率设计
循环水电化学行业乱象、疼点问题:
1、不敢提供设备进出水钙硬度去除值,循环水钙硬度下降不明显,“提高浓缩倍数、节水减排失去了依据”;循环水除垢率需要设备进出水钙硬度为前提条件
2、虚假宣传:宣称产生臭氧、自由基(艾格锡核心技术),涉嫌虚假宣传和侵权、不正当竞争,因为臭氧测不出来,臭氧是我司TiNiO电极独有的技术能力
3、宣称免药剂,而没有对应的技术手段
4、照抄艾格锡的先进的钛氧化镍电化学技术信息,存在严重“傍名牌”虚假销售行为,进行虚假宣传,提供名不符实的“假冒伪劣”产品,严重破坏了市场健康发展,严重误导市场和客户
TiNiO电化学EST具有以下优势:
-------------------------------------------------------------------------------为何您采购的电化学效果不明显-------------------------------------------------------------
不少客户使用过电化学,效果不佳,原因为何?
1、设备进出水钙硬度去除值测不出来,或者很低,采购时忽略该核心技术指标,设备基本不起作用
2、设备配置台数少,除垢总量严重不足,但是,价格便宜。循环水钙硬度去除率不超过10%,感觉“不明显”
3、产品设计违背“矿物质平衡”,阳极面积过大,产生过量氧气、氯气腐蚀性气体,增加水的腐蚀性,挂片腐蚀速率严重超标,设备运行后铁离子可能飙升
4、电解产生的次氯酸根浓度,和水中氯离子有关,过低,产生的次氯酸根浓度不够,杀菌能力不足,难以控制黏泥;氯离子浓度过高,产生次氯酸根、HCl过量,导致严重的点腐蚀;
无产臭氧能力而宣传产生臭氧,这是严重的虚假信息。“臭氧技术”是钛氧化镍电极的功能特性,能很好控制菌藻和黏泥。
5、设备运行电流下降很快,除垢能力下降很快。采用恒电压运行模式,无法判断电极的腐蚀情况及何时需要更换
6、刮垢装置故障率高,或者除垢方式存在缺陷,严重影响除垢效率
7、不掌握恒电流控制技术而宣称拥有该技术,结果水质无法稳定
s更换而没有更换,电极寿命以“月”计
9、大量的垢泥产生,垢泥是副产物,和水难以分离,不间断进入换热器导致二次结垢,还可能导致长期的垢下腐蚀泄露
九、结垢、腐蚀和菌藻控制
------------------------------------------------------------------------------- EST特殊能力-------------------------------------------------------------
【新技术、除旧垢能力】
电化学EST采用了最新研发的除垢专用钛氧化镍TiNiO-N电极涂层技术,可以去除换热器、冷却塔填料上的旧垢、污垢,是一种非常优秀的系统清洗、水质净化技术,浊度很低,水质清澈运行。
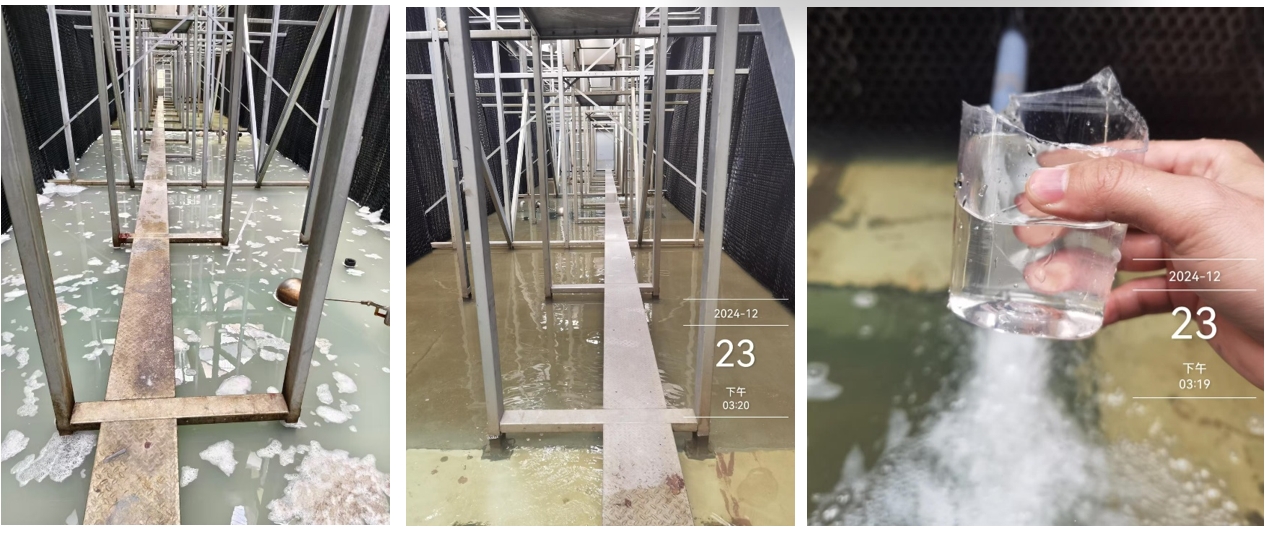
下图冷却塔填料上的垢,在EST运行1周后明显脱落,旧垢重新溶解了。


吉利汽车项目:电化学EST运行1周填料上的垢明显脱落 脱落下的垢变成絮状,最终消失不见
---------------------------------------------------------EST除垢能力评估 ------------------------------------------------------
1、EST除垢技术评价
EST技术成熟、稳定、除垢不衰减,设备电流恒定=除垢稳定=水质稳定,不会出现电流下降、除垢能力下降情况。
如果设备配置数量少,除垢率低,且除垢能力衰减快,换热器会结垢,节水目标难以实现
我们给出以下评估方法:
A. EST进水、出水单次去除钙(△钙):10~50mg/L(去除6~30KG垢/天·台)
B. 循环水钙硬度(CaH)去除率高达30~60%(若进入冷却塔100Kg钙,EST 去除30~60Kg垢),除垢率设计需要满足技术要求
除垢率和设备配置数量、单台设备除垢能力有关,高除垢率决定了高浓缩倍数、高节水率
根据市场调查结果,竞争产品配置设备数量少,平均除垢率<15%,有的甚至不足5%,价格太贵了
C. EST阴极析垢速度:500g/m2.h,是竞争产品的10倍,后者要想提高除垢率,只能成倍增加设备数量,价格会超过EST
D. 投资成本/去除1Kg垢:EST的投资成本更加低
设备除垢量=△钙(mg/L) *处理水量(m3/h)(g/h)
2、EST和药剂处理对比
EST的竞争对手,是药剂,而不是其它电化学产品。EST在技术、综合成本、管理、节水、节能、减排、环保等方面,全面超越药剂。

A. 结垢控制
EST大幅度降低硬度和碱度,掌握去除结垢性因子核心技术,这是从源头上解决换热器结垢的技术。
EST除垢率设计要求:除垢率>30%,设备配置台数多。
以下表格中,钙硬度和碱度从处理前的1000ppm,下降到500ppm,除垢率50%,是设备除垢能力和设备配置数量足够的结果。
如果除垢率仅仅有10%,这不代表“价格低”,而是“干的活少”。
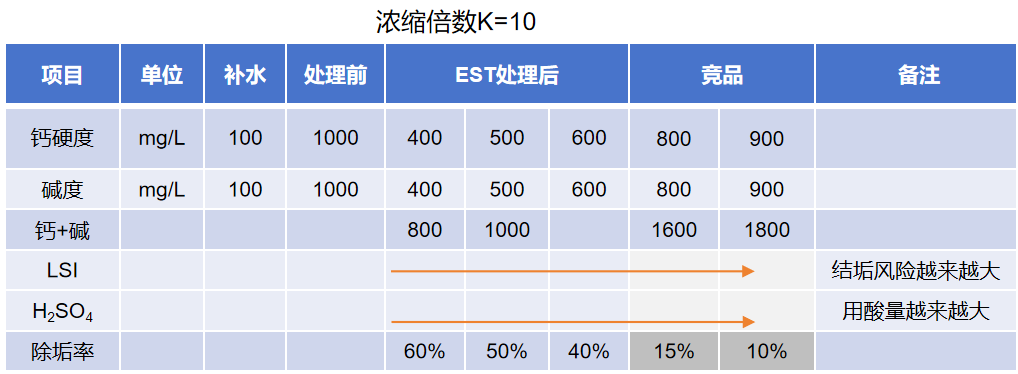
循环水钙硬度、除垢率、减排率关系
处理前后对比
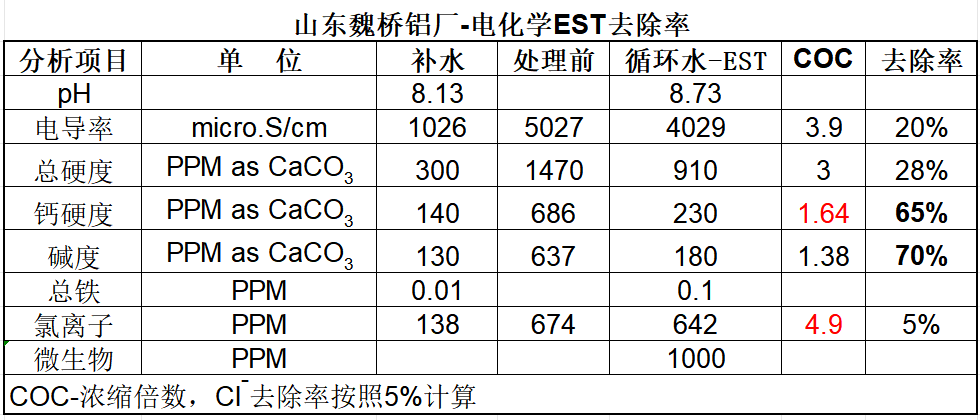
该分析报告由世界知名药剂厂家提供
B. 菌藻控制
断粮:EST是免药剂技术,不会增加细菌的营养物(C、N、P),使得细菌长期处于“缺营养状态”;
EST采用了更为先进的“臭氧+次氯酸根”杀菌技术,细菌杀灭率99%,杀菌彻底,无黏泥滋生;
铁细菌、硫酸盐还原菌、产黏泥菌、产酸菌很容易控制,不会有黏泥下腐蚀;
EST技术,使得换热器、管道、冷却塔填料不会有黏泥产生,即使在流速缓慢的换热器部位。
技术效果:广州某知名锂电客户,在20-30倍浓缩倍数下运行,也没有黏泥滋生,水质清澈。
处理前 浓缩倍数5倍 处理后浓缩倍数20倍
C. 腐蚀控制
药剂采用“清洗、预膜、缓蚀剂”腐蚀控制工艺,而EST淘汰了该工艺,采用了“过程成膜”腐蚀控制技术、矿物质平衡控制技术,会在管壁形成技术更为先进、高质量的钝化防腐膜,膜致密、均匀、没有空隙、不易破坏、持久耐用;
氧腐蚀:EST具有先进的自清洗管道能力,效果更加彻底,管道干净,膜致密、均匀,膜不会有垢和黏泥附着,对氧腐蚀控制更加先进;
细菌、微生物腐蚀:EST技术下,得到根本解决,换热器细菌微生物腐蚀泄露风险大幅度下降了;药剂处理经常出现微生物腐蚀导致的泄露问题;
Cl-点腐蚀:EST可以在Cl-离子800ppm下,安全运行,不会导致点腐蚀;
技术效果:内蒙古某生物制药客户,电化学运行前腐蚀严重的水质,运行后2天后水质明显改变,目前循环水总铁0.1mg/L
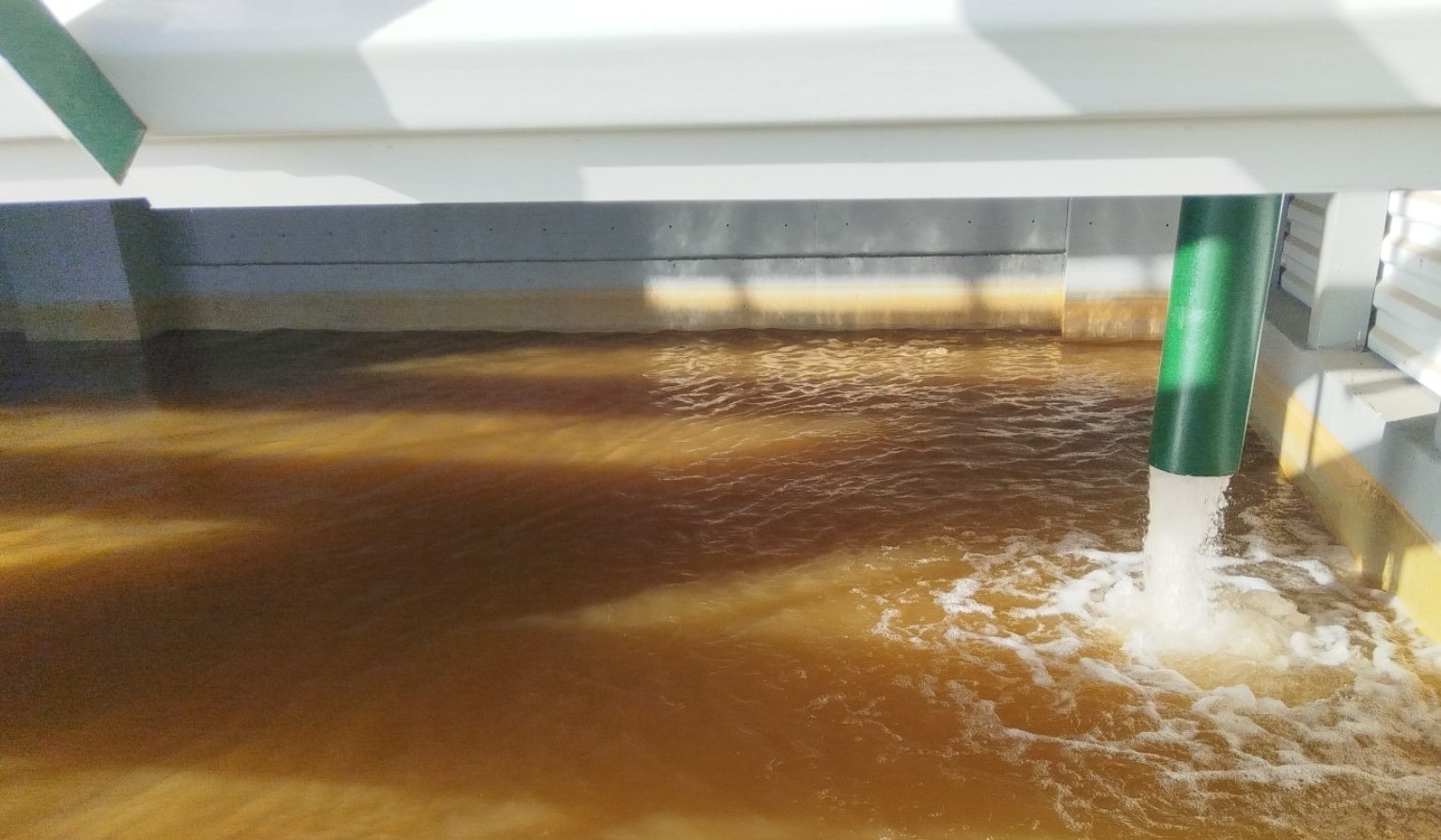

处理前 电化学EST运行2天后
腐蚀性离子去除:EST具有去除铁离子、铜离子、氯离子、电导率等的能力,降低了水质的腐蚀性,药剂无此能力。
换热器泄露风险下降:腐蚀控制技术先进,换热器不会泄露
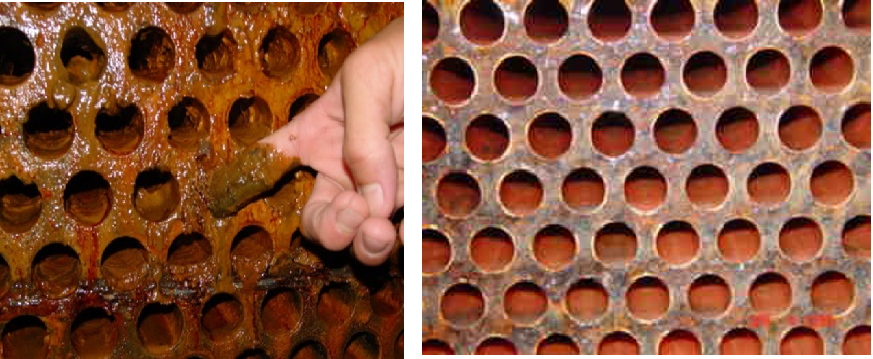
以下是EST长期控制的效果:换热器表面无垢、无腐蚀、无黏泥
换热器长期无垢运行
D. 浊度、铁离子去除
浊度和铁离子,传统的方法是通过多排水的方法降低其浓度,而高浓缩倍数时代下,这个方法行不通;
EST直接氧化去除浊度和铁离子。
十、价格
1) 采购价格:具有很强的价格优势,综合成本低。在同一除垢率水平进行价格比较,竞争产品的设备数量需要加3-5倍
循环水除垢率设计要求:>30%,而市场平均除垢率不足10%
2)电 耗:忽略不计,电耗:0.3kW/1000m3循环水
3)电极更换成本:15年寿命,无须更换
电解寿命:电极电流下降5%即更换电极
4)节水收益:减排50%以上
5)节 能:换热器不结垢、无黏泥,能耗大大节省(这是世界银行把EST列入“高效换热、碳减排技术”的原因所在)
6)换热器、冷却塔维护、维修、更换成本:相关成本大大下降了,换热器无垢、不腐蚀运行
7)人工成本节省:节省80%
8)设备寿命:EST技术成熟、可靠,真正可以稳定使用20年,没有投资风险(世界银行对EST技术性能经过了多年的追踪和验证)
综合成本优势:比竞争产品便宜很多
十一、EST安装、运行和维护
1)安装:EST运到现场后,连接管道即可,安装简单。
2)调试:
a) 通电后,即可调试运行,切断药剂,通过水质分析,设定运行电流值和其它运行参数;
b) EST具有出色的管道清洗、剥离污垢能力,管道污垢会被逐步剥离;
c) 运行1周,冷却塔填料上的污垢明显脱落;
d) 水中硬度、碱度、浊度、总铁快速下降,不会出现总铁升高情况;
e) EST具有很好的形成防腐膜的能力,不需要采用“化学清洗、预膜”工艺,对于已经老化、腐蚀的系统,这是一种先进的腐蚀控制技术;
不会出现设备运行后,总铁迅速升高的情况,这佐证了EST具有出色腐蚀控制能力。
f) 大约运行2周后,水质达到稳定状态;
g) 腐蚀泄露如果在运行前就出现了,在运行后泄露情况下降了。
3)设备运行和循环水水质管控
a) 设备运行电流和电压:电流、电压,是电化学核心运行数据,我们掌握电化学核心运行数据,懂得设备运行数据和水质效果关系的秘密;
b) EST 运行电流:在调试阶段设定电流后,电流始终如一维持恒定运行,不会出现电流下降、除垢量下降情况,解决了水质稳定的技术难题;
c) 腐蚀和菌藻、黏泥控制:EST 自带腐蚀和黏泥控制技术,无须人工干预,开机即可得到很好的效果;
d) 水质分析:EST运行稳定,水质稳定,水质分析频率大大下降了;
e) 冷却塔填料、换热器表现:无垢、无黏泥、无腐蚀产物,清洁运行,喷嘴不堵塞,布水均匀,冷却塔填料寿命可延长1倍;
f) 水质:钙硬度和碱度在设计的除垢率下运行,预期值和实际值误差<5%,这是全球30年大数据技术和实践的结晶;
g) 腐蚀和菌藻控制:EST运行后,不会出现总铁升高的情况,总铁是下降的。总铁<0.2mg/L,异养菌数<10000CFU/mL;
h) Cl-:不会出现点腐蚀;
i) 浊度:EST技术下,水质清澈透亮,浊度<5NTU。
4)维护:
a) EST全自动化运行,自动除垢,自动控制水质,无须人工干预;
b) 通过电信号对水质进行控制,改变了传统的水处理控制方式;
c) EST采用了矿物质平衡控制技术,自动实现水质稳定-不结垢、不腐蚀状态(受控);
d) EST的电极是自清洁的,无须人工清洗维护。
十二、部分案例:
部分客户:奔驰汽车、沃尔沃汽车、吉利汽车、亿纬锂能、三安光电、鑫丰集团、 中化集团、宝武集团、百威啤酒、蓝星化工、荣信集团、魏桥集团等世界五百强、央企、行业头部企业














